Solutions for Every Industrial Sector
From highly abrasive mining aggregates to sterile food-grade processing, Conveyors, Inc. engineers rugged, heavy-duty material handling machinery tailored to CEMA specifications.
CEMA Standard Compliance
All components conform dimensionally to precision Conveyor Equipment Manufacturers Association blueprints.
Severe Duty Custom
Specialty wear protection, hard-surface alloys, and abrasion-resistant chromium plates protect against downtime.
Custom OEM Retrofitting
Obsolete component replacement built exactly to customized client layouts or plant schematics.
 Sector 1
Sector 1
Agriculture
Conveyors, Inc. manufactures cost-effective and CEMA-standard screw conveyors, belt feeders, and bucket elevators for agricultural grain, feed, and seed handling.
Key Materials Handled:
 Sector 2
Sector 2
Alternative Fuels
From swine waste RNG plants to hydrogen pyrolysis, Conveyors, Inc. specializes in custom high-temperature alternative fuel bulk handling.
Key Materials Handled:
 Sector 3
Sector 3
Chemicals
Highly custom pressure-tight and corrosion-resistant conveyor systems designed from stainless steel and high-nickel alloys.
Key Materials Handled:
 Sector 4
Sector 4
Wastewater
Premium municipal grit classifiers, dewatered biosolids shaftless conveyors, and odor-tight sludge load-out systems.
Key Materials Handled:
 Sector 5
Sector 5
Food Products
Sanitary food-grade conveyor systems built from polished stainless steel to prevent pits and crevices, ideal for human or pet foods.
Key Materials Handled:
 Sector 6
Sector 6
Lumber & Wood
Industrial mass-flow hoppers, dust-tight feeders, and mill-duty drag conveyors built to handle sawdust, bark, and chips.
Key Materials Handled:
 Sector 7
Sector 7
Metals & Mining
Abrasion-resistant screw feeders, long-span belt conveyors, and fly-ash transfer components designed for non-stop uptime.
Key Materials Handled:
 Sector 8
Sector 8
Oil & Gas
Heavy-duty Continuous Mixers, proppant conveyors, and thermal processors custom-built to survive harsh oilfield applications.
Key Materials Handled:
 Sector 9
Sector 9
Power
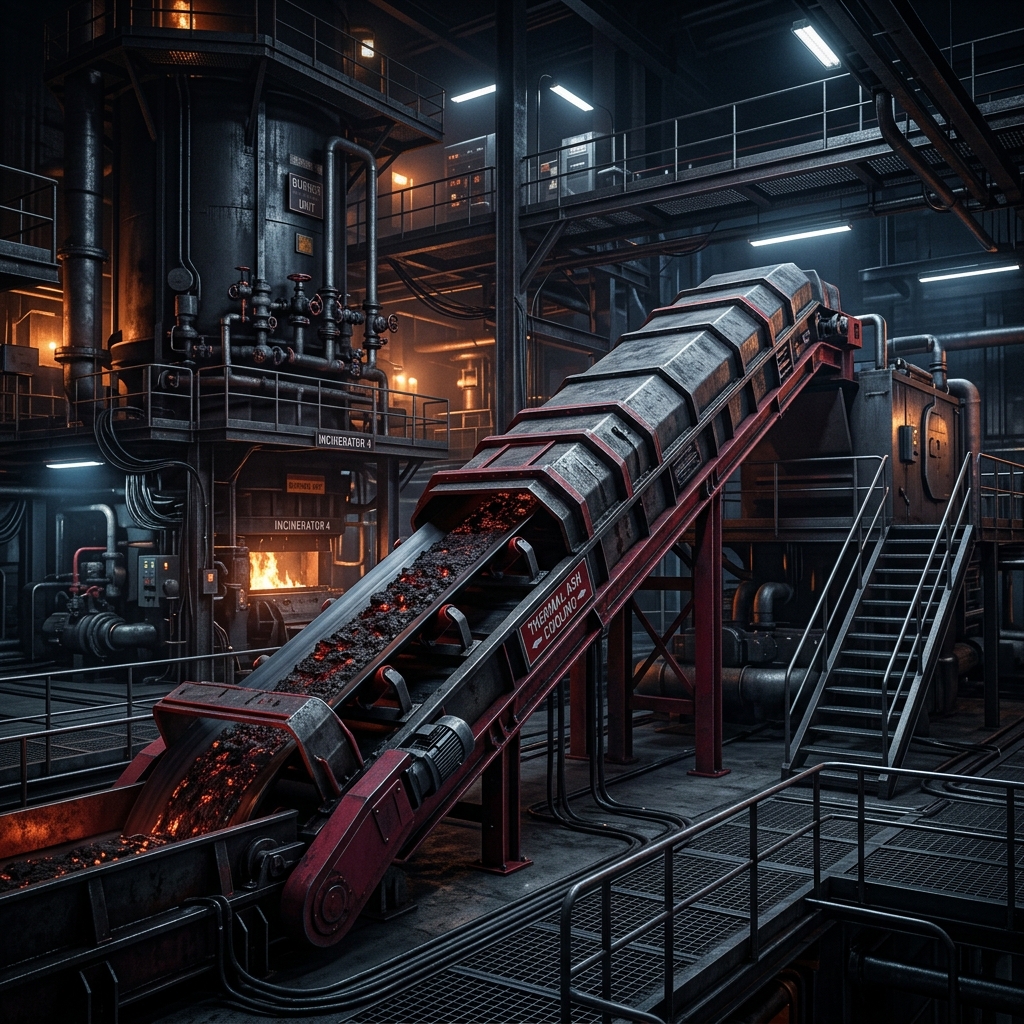
Severe-duty fly ash cooling screws and alternative fuel feeders built to withstand operating temperatures up to 1,800°F.
Key Materials Handled:
 Sector 10
Sector 10
Pulp & Paper
Corrosion-resistant pulp feeders fabricated from 317L/Hastelloy and wear-protected bark hoppers.
Key Materials Handled:
 Sector 11
Sector 11
Recycling
Tough, high-capacity shredder discharge screw conveyors and long belt systems for glass cullet, tires, and scrap recovery.
Key Materials Handled:
 Sector 12
Sector 12
Stone, Glass & Concrete
Industrial high-torque aggregate screw conveyors, cement mixers, and dust-tight structural slide gates.
Key Materials Handled:
 Sector 13
Sector 13
Refuse Systems
Hazardous waste, combusted bottom residue, and fly ash thermal cooling processors.
Key Materials Handled:
 Sector 14
Sector 14
Aggregate
Heavy-duty aggregate conveyors, sand & gravel feeders, and rock-duty bucket elevators built for high-capacity abrasion resistance.
Key Materials Handled:
 Sector 15
Sector 15
Pet Food
Sanitary stainless steel conveyor systems, gentle-handling elevators, and custom batch mixers for dry kibble and wet pet food processing.
Key Materials Handled:
 Sector 16
Sector 16
Rendering
Ultra-heavy-duty screw conveyors, high-torque cookers, and fat-tight drag conveyors built to process animal byproducts and recycled proteins.
Key Materials Handled:
No Industrial Sectors Match Your Search
Try typing general products or ingredients like "Coal", "Sand", "Organics", or "Sugar".
{kind=link}